
Резина торбаларкаучук эчтәлеге аркасында башка торбалардан аерылып тора, ул югары көч һәм ныклыкка ия булган, шулай ук мәңгегә зыян китермичә сузылып, деформацияләнә ала. Бу, нигездә, аның сыгылмалылыгы, күз яше каршылыгы, ныклыгы, җылылык тотрыклылыгы белән бәйле.
Резин торбалар ике процессның берсен кулланып җитештерелә. Беренче ысул - мандель куллану, анда резин полосалар торбага төрелгән һәм җылытыла. Икенче процесс - экструзия, анда каучук үлем белән мәҗбүр ителә.
НичекРезина торбаларясалганмы?
Мандрель процессы
Резин ролл
Мандель процессын кулланып резин торбалар җитештерү өчен кулланылган каучук каучук полосаларда җитештерү өчен китерелә. Торба диварларының калынлыгы табакларның калынлыгы белән билгеләнә. Торбаның төсе ролл төсе белән билгеләнә. Төс кирәк булмаса да, ул резин торбаны классификацияләү һәм соңгы куллануны хәл итү ысулы буларак кулланыла.

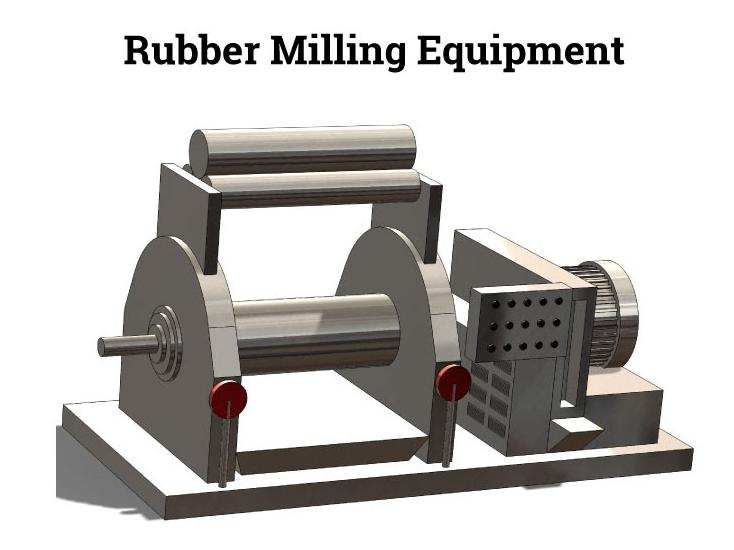
Тегермән
Резин җитештерү процессы өчен җиңел булсын өчен, каучукны йомшарту һәм тигезләү өчен каучук полосаларын җылытучы тегермән аша эшләнә, аның текстурасы тигез булуын тәэмин итү өчен.
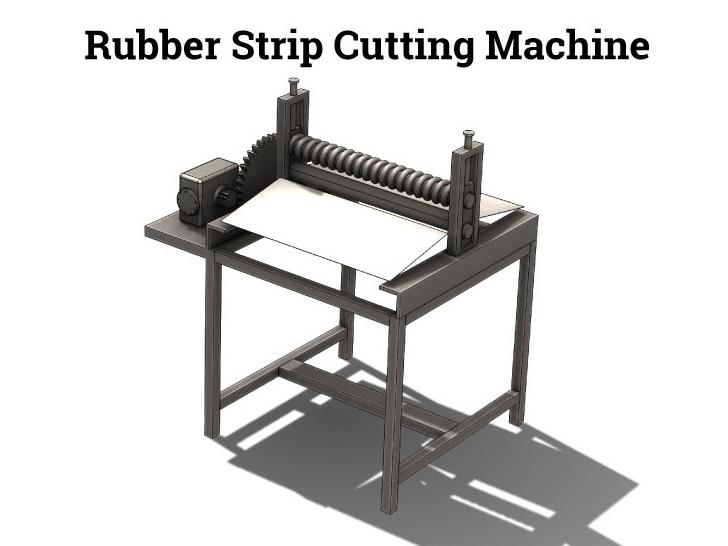
Кисү
Йомшак һәм җиңел каучук кисүче машинага күчерелә, аны ясала торган резин торбаның киңлегенә һәм калынлыгына туры килер өчен, аны тигез киңлектәге полосаларга кисәләр.
Мандрель
Кисүдә ясалган полосалар мандельга җибәрелә. Мандрельгә полосаларны ураганчы, мандель майланган. Мандрельның диаметры - резин торбалар кебек төгәл үлчәмнәр. Мандель борылгач, резин полосалар тигез һәм даими темп белән уралган.

Резин торбаның кирәкле калынлыгына ирешү өчен төрү процессы кабатланырга мөмкин.
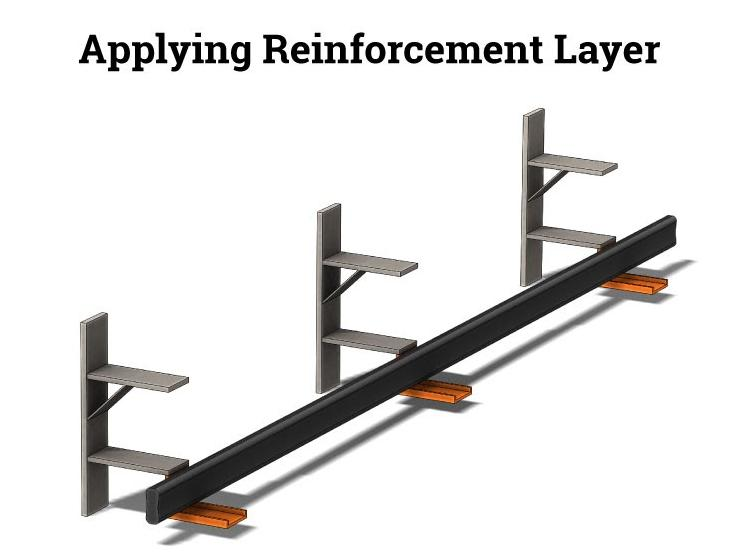
Арматура катламы
Торбалар төгәл калынлыкка җиткәч, резин белән капланган югары көчле синтетик материалдан ясалган ныгыту катламы өстәлә. Катламны сайлау резин торбаларның чыдамлыгы белән билгеләнә. Кайбер очракларда, өстәмә көч өчен, ныгыту катламы чыбык өстәлгән булырга мөмкин.
Соңгы катлам
Резин кисүнең соңгы катламы - аның тышкы каплавы.

Таплау
Резин полосаларның төрле катламнары кулланылганнан соң, тулы торбаның тулы озынлыгы дымлы нейлон тасмага төрелгән. Тасма материалларны бергә кысып кысыр. Магнитофонны төрү нәтиҗәсе - торбаның тышкы диаметрында (ОД) текстурланган бетү, ул активга әйләнә һәм трубка кулланылачак кушымталар өчен файда.
Вулканизация
Мандельдагы трубка вулканизация процессы өчен автоклавга урнаштырылган, каучукны дәвалый, аны эластик итә. Вулканизация тәмамлангач, кысылган нейлон тасмасы алынды.

Мандрельдән чыгару
Тубның бер очын басым ясау өчен нык мөһерләнгән. Резин торбаны мандельдән аеру өчен су җибәрү өчен трубкада тишек ясала. Резин торбалар мандельдән җиңел генә төшерелә, очлары киселгән һәм кирәкле озынлыкларга киселгән.
Экструзия ысулы
Экструзия процессы резинны диск формасындагы үлем аша мәҗбүр итүне үз эченә ала. Экструзия процессы белән ясалган каучук торбасы йомшак вулканизацияләнмәгән каучук кушылмасын куллана. Бу ысул ярдәмендә җитештерелгән өлешләр йомшак һәм җиңел, алар экструзия процессыннан соң вулканизацияләнә.
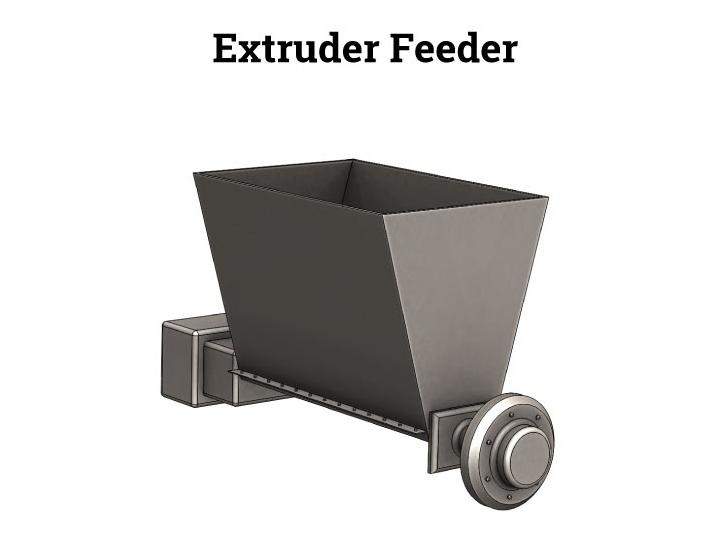
Туклану
Экструзия процессы резин кушылмасын экструдерга ашатудан башлана.
Революцион винт
Резин кушылма ашаткычны әкрен генә калдыра һәм аны винтка белән тукландыра.
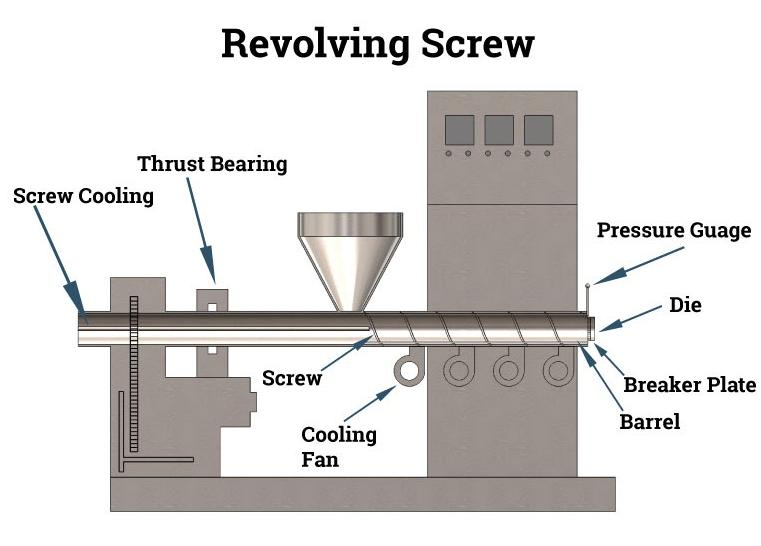
Резина торбалар үлә
Чимал каучук материал винт белән хәрәкәтләнгәнгә, ул трубка өчен диаметрга һәм калынлыкка төгәл пропорциядә үләргә мәҗбүр. Резин үлемгә якынлашканда, температура һәм басымның артуы күзәтелә, бу экструдер материалның кушылу төренә һәм каты булуына карап шешүгә китерә.

Вулканизация
Экструзия процессында кулланылган каучук вулканизацияләнмәгәнгә, ул экструдер аша үткәннән соң ниндидер вулканизация формасын үтәргә тиеш. Күкерт белән эшкәртү вулканизациянең оригиналь ысулы булса да, башка төрләр заманча җитештерү белән эшләнде, алар микродулкынлы дәвалау, тоз мунчалары яки башка төрле җылыту төрләрен үз эченә ала. Процесс әзер продуктны кыскарту һәм катыру өчен кирәк.
Вулканизация яки дәвалау процессын түбәндәге схемада күрергә мөмкин.
Пост вакыты: 25-2022 август